
比斯特电池组半自动生产线高效装配实现电池组关键工序自动化

面对多样化的客户需求、快速迭代的产品型号以及严苛的品质要求,制造业者常常陷入两难:全自动化生产线投资巨大、柔性不足。纯手工作坊则效率低下、一致性难以保证。正是在这一背景下,深圳比斯特自动化设备有限公司推出的电池组半自动生产线,凭借其“关键工序自动化”与“高效人机装配”的智慧融合,走出了一条兼顾效率、质量与投资回报的务实创新之路。
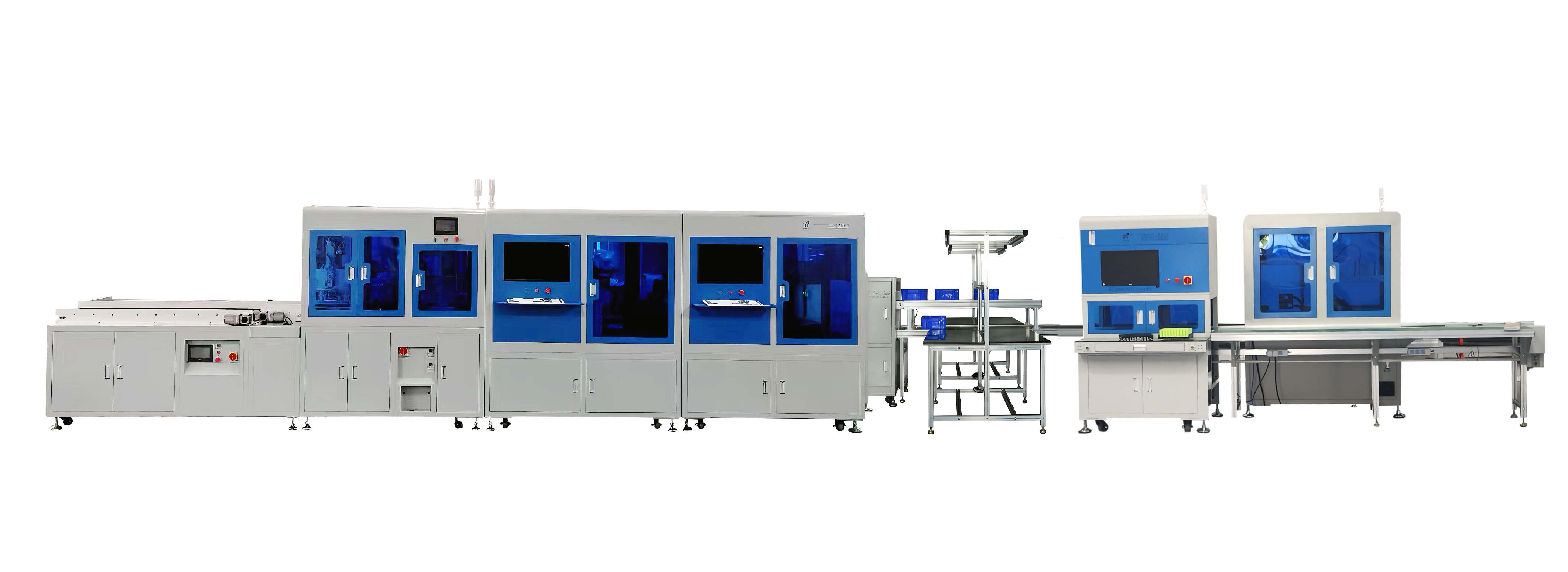 BT-2113B储能/动力电池组半自动生产线
BT-2113B储能/动力电池组半自动生产线
一、电池组装配的复杂性与柔性需求
电池组的装配并非简单的堆叠,而是一系列精密、有序且要求极高的工艺融合。其主要工序包括电芯上料与分选、电芯堆叠(或模块组装)端板与侧板紧固、模组线束安装、绝缘检测、模组测试(EOL)等。其中,部分工序对一致性、精度和强度有着近乎苛刻的要求。
电芯堆叠:需保证电芯极柱对齐度、堆叠压力均匀,以避免后续连接应力。
双面焊接:对焊接路径、功率、速度要求极高,其质量直接决定导电性能与长期可靠性。
紧固工艺:螺栓扭矩的精确控制关乎结构安全与接触阻抗。
然而,市场对电池组的规格(电芯型号、串并联数、结构布局)需求千差万别,且产品生命周期内可能频繁变更。一条刚性的全自动生产线往往难以快速适应这种变化,其高昂的初始投资与维护成本也让众多中小规模企业或新产品试制线望而却步。因此,一种既能保证关键质量点、又能保持生产柔性、且投资合理的解决方案成为行业迫切所需。
二、半自动产线的智慧布局与工序解构
1.比斯特电池组半自动生产线的设计哲学,源于对电池组制造价值链的深度解构与重塑,其逻辑在于:识别并自动化那些对质量影响大、人工操作极易波动或劳动强度较高的“关键工序”。同时,保留人工在流程协调、异常处理、柔性适配和复杂装配方面的优势,形成“机器精确执行,人类智慧决策”的协同闭环。
高精度电芯堆叠站:采用伺服驱动与精确定位机构,自动完成电芯的抓取、方向校正与堆叠,确保每一层电芯的位置与压力参数完全一致,为后续连接打下坚实基础。
自动化紧固与涂胶站:使用伺服拧紧轴对端板、侧板螺栓进行定序、定扭紧固,数据实时上传MES系统,确保每一个连接点的扭矩可追溯。如需涂密封胶或结构胶,也可由计量配比系统与机器人协同完成,保证胶路均匀精确。
自动化测试站:集成绝缘耐压测试(HIPOT)、内阻测试、电压检测等,由设备自动完成探针接触、测试序列执行与结果判定,高效可靠,避免人为误判。
2.而那些难以标准化或需要灵活判断的环节,则设计为人工装配工位,并辅以充分的人因工程优化与防错助策。
线束安装、插件连接:操作员在配有物料灯拣系统(Pick-to-Light)的工位,根据指示完成多种规格线束的布线与插接。
上料与下料:人工负责将电芯、结构件等物料放置到指定上料区,或将成品模组移出。
过程检验与异常处理:操作员负责对自动化工序的产出进行抽检或全检,并对设备报警进行初步判断与干预。
三、实现技术集成与系统赋能的高效性
模块化设计:各自动化工作站与人工工位均采用模块化设计,以“电芯分选-模组堆叠-焊接-绝缘封装-综合检测”五个工站为单元,可根据产品工艺路线的变化进行快速重组、扩充或调整,极大地缩短了产线换型时间,响应了柔性生产需求。
信息流驱动物料流:生产线与制造执行系统(MES)深度融合。MES下达工单,产线各站根据订单信息自动调用对应程序(如焊接路径、拧紧参数)。物料信息、工艺参数、测试数据、扭矩曲线等全程绑定并追溯,构建了完整的数字孪生。
人机交互优化:人工工位配备智能终端(如平板电脑),显示当前作业指导书(SOP)、图纸、操作视频,并需扫码或确认后才能进入下一环节,实现无纸化与防错。智能工具(如电动螺丝刀、压接钳等)的参数也由系统无线下发,防止误操作。
深圳比斯特自动化设备有限公司的电池组半自动生产线,并非自动化程度不足的妥协方案,而是基于深刻产业洞察的理性选择与创新设计。它精确地把握了电池组制造中“刚性质量要求”与“柔性生产需求”之间的矛盾,通过关键工序的自动化攻坚与整体流程的人机协同,实现了质量、效率、成本与柔性之间的相对平衡。
审核编辑 黄宇